公司動態(tài)
2021-05-05
2021-05-05
2021-05-02
2021-04-28
2021-04-24

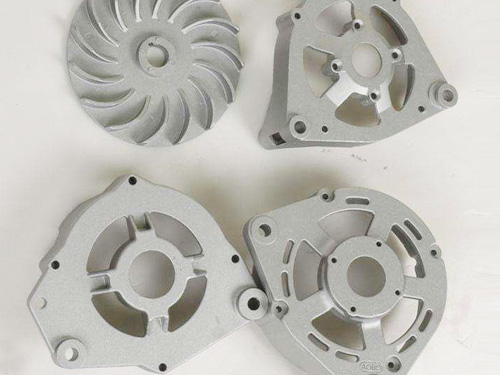


壓鑄鋁件的電鍍前處理包括除油、酸蝕、化學鍍或置換鍍、預(yù)鍍等四個重要工序。其中關(guān)鍵是化學鍍或置換鍍,因此,經(jīng)常要做的試驗都集中在這道工序上。當然不同的鋁材和不同的加工方法對前處理有不同的要求,比如壓鑄鋁件與軋制鋁件的前處理就有很大區(qū)別,而即使是同一種加工方式,不同的鋁材也有不同的前處理工藝,比如鋁的含銅量的多少就直接影響其鍍層的結(jié)合力。進行壓鑄鋁件的電鍍的前處理方案的試驗,也是系統(tǒng)化的對比試驗,需要對樣件進行不同選定前處理工藝的處理,然后進行同樣的電鍍加工,再檢測其結(jié)合力。這種對比試驗的要點是要除了差別工藝點外,其他流程都是同一條件的,否則就沒有了可比性而無法做出評價。
壓鑄鋁件電鍍常見四種方法:
鋁材磷化
通過采用SEM,XRD、電位一時間曲線、膜重變化等方法詳細研究了劑、氟化物、Mn2+,Ni2+,Zn2+,PO4;和Fe2+等對鋁材磷化過程的影響。研究表明:硝酸胍具有水溶性好,用量低,成膜的特點,是鋁材磷化的劑:氟化物可成膜,增加膜重,細化晶粒;Mn2+,Ni2+能明顯細化晶粒,使磷化膜均勻、致密并可以改進磷化膜外觀;Zn2+濃度較低時,不能成膜或成膜差,隨著Zn2+濃度增加,膜重增加O4含量對磷化膜重影響較大,提高PO4。含量使磷化膜重增加。
鋁的堿性電解拋光工藝
進行了堿性拋光溶液體系的研究,比較了緩蝕劑、粘度劑等對拋光效果的影響,成功獲得了鋅鋁壓鑄件拋光效果很好的堿性溶液體系,并頭次了能降低操作溫度、延長溶液使用壽命、同時還能改進拋光效果的添加劑。實驗結(jié)果表明:在NaOH溶液中加入適當添加劑能產(chǎn)生好的拋光效果。探索性實驗還發(fā)現(xiàn):用葡萄糖的NaOH溶液在某些條件下進行直流恒壓電解拋光后,鋁材表面反射率可以達到90%,但由于實驗還存在不穩(wěn)定因素,有待進一步研究。探索了采用直流脈沖電解拋光法在堿性條件下拋光鋁材的可行性,結(jié)果表明:采用脈沖電解拋光法可以達到直流恒壓電解拋光的整平效果,但其整平速度較慢。
鋁及鋁合金環(huán)保型化學拋光
確定以磷酸一硫酸為基液的環(huán)保型化學拋光,該技術(shù)要實現(xiàn)NOx的零排放且克服以往類似技術(shù)存在的質(zhì)量缺陷。的關(guān)鍵是在基液中添加一些具有作用的化合物來替代硝酸。為此先需要對鋁的三酸化學拋光過程進行分析,尤其要研究硝酸的作用。硝酸在鋁化學拋光中的主要作用是減緩腐蝕,提高拋光亮度。結(jié)合在單純磷酸一硫酸中的化學拋光試驗,認為在磷酸一硫酸中添加的物質(zhì)應(yīng)能夠減緩腐蝕,同時具有較好的整平和光亮效果
鋁及其合金的電化學表面處理
鋁及其合金在中性體系中陽極氧化沉積形成類陶瓷非晶態(tài)復(fù)合轉(zhuǎn)化膜的工藝、性能、形貌、成分和結(jié)構(gòu),初步探討了膜層的成膜過程和機理。工藝研究結(jié)果表明,在Na_2WO_4中性混合體系中,控制成膜劑濃度為2.5——3.0g/l,絡(luò)合成膜劑濃度為1.5——3.0g/l,Na_2WO_4濃度為0.5——0.8g/l,峰值電流密度為6——12A/dm——2,弱攪拌,可以獲得完整均勻、光澤性好的灰色系列無機非金屬膜層。該膜層厚度為5——10μm,顯微硬度為300——540HV,耐蝕性優(yōu)異。該中性體系對鋁合金有較好的適應(yīng)性,防銹鋁、鍛鋁等多種系列鋁合金上都能較好地成膜。

